¿A qué nos referimos cuando hablamos de disponibilidad de herramientas?
Búsqueda de definiciones claras de disponibilidad de herramientas para satisfacer los diversos casos de uso de las fábricas de obleas.
Por Jennifer Robinson
En el boletín anterior, hablamos de las definiciones de movimiento, y cómo diferentes fábricas de obleas definen los movimientos de manera diferente. Una métrica que forma parte del software de generación de informes FabTime desde hace mucho tiempo, y que tiene diferentes definiciones posibles para diferentes situaciones, es la disponibilidad de herramientas. En este artículo, revisamos cuatro posibilidades y proporcionamos una nomenclatura clara y casos de uso.
Comentarios de los clientes: ¿cómo debemos tratar el tiempo de ingeniería en las métricas de disponibilidad de las herramientas?
La norma SEMI E10 dice que la disponibilidad es "la probabilidad de que el sistema del equipo esté en condiciones de realizar su función prevista cuando sea necesario". Podemos calcular esta probabilidad tomando el "tiempo que el equipo está en condiciones de realizar su función prevista" y dividiéndolo por alguna medida de tiempo global.


Hay dos maneras de pensar en el numerador, "tiempo que el equipo está en buenas condiciones", y dos maneras de pensar en el denominador, "tiempo total". Cada una de ellas es coherente con los estados de la herramienta SEMI E10, que se muestran a continuación. Tenemos que preguntar:


.")
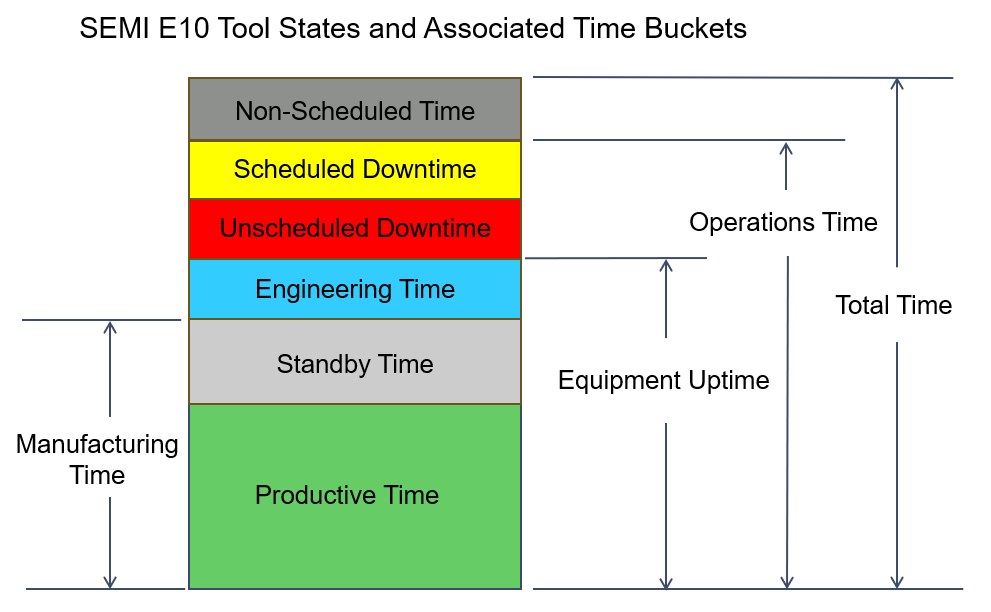
Tomemos primero el numerador. Buscamos el intervalo de tiempo en el que el equipo está en buenas condiciones para realizar la función prevista en caso necesario. Está claro que queremos incluir el tiempo productivo (cuando el equipo realiza realmente la función prevista) y el tiempo de espera (cuando el equipo está listo para ser utilizado en caso necesario).
Pero, ¿qué ocurre con el tiempo de ingeniería? Desde el punto de vista del ingeniero de equipos, si la herramienta está disponible para ser utilizada por los ingenieros de fabricación o de procesos, entonces está en funcionamiento. Por lo tanto, desde esta perspectiva, el tiempo de ingeniería debe incluirse en el tiempo de actividad del equipo. Por otro lado, desde la perspectiva del supervisor de fabricación, si un ingeniero de procesos está utilizando la herramienta para realizar experimentos, la herramienta no está disponible para ser utilizada por fabricación. Sería útil disponer de una versión de la disponibilidad (o algo parecido) que se centrara en el momento en que la herramienta está disponible para la organización de fabricación y no incluyera el tiempo de ingeniería en el numerador.
Consideremos ahora el denominador. El denominador obvio de la disponibilidad es el tiempo total. ¿Cuánto tiempo tenemos disponible la herramienta del tiempo total? Sin embargo, tenemos que pensar más detenidamente en el tiempo no programado. ¿Qué pasa si apagamos una herramienta durante un mes en un periodo de inactividad, fijando su estado en "tiempo no programado"? ¿Deberíamos penalizar (de hecho) a los ingenieros de los equipos por ese tiempo no programado, incluso si la decisión de utilizar tiempo no programado se tomó por razones empresariales? ¿O sería mejor utilizar el tiempo de operaciones (todo excepto el tiempo no programado)?
Como nos gusta hacer en INFICON, planteamos estas preguntas a nuestros clientes. (¡Gracias, miembros del Equipo de Alineación de Métricas!) En las dos secciones siguientes, compartimos lo que aprendimos de esas discusiones. A continuación proponemos nuestras definiciones.
Comentarios de los clientes: ¿cómo debemos tratar el tiempo de ingeniería en las métricas de disponibilidad de las herramientas?
Al hablar con nuestros clientes, nos encontramos con dos preguntas sobre el tratamiento del tiempo de ingeniería. La primera se refería a cuándo el tiempo de ingeniería debe considerarse tiempo de inactividad y la segunda a cuándo el tiempo de ingeniería debe considerarse tiempo disponible. La SEMI E10 responde a la primera. La segunda es la que se refiere a la necesidad de dos tipos de disponibilidad.
¿Cuándo debe considerarse el tiempo de ingeniería como tiempo de inactividad? Algunas empresas tienen distintas versiones del tiempo de ingeniería. Se preguntan: si esta herramienta no se estuviera utilizando para una actividad de ingeniería, ¿habría sido utilizable por fabricación? En caso negativo, el tiempo de ingeniería se considera parte del tiempo no disponible. Sin embargo, si la herramienta hubiera sido utilizable, entonces ese tiempo se considera tiempo disponible. La especificación E10 establece claramente que si la herramienta no era utilizable, ese tiempo debe tratarse como tiempo de inactividad. E10 define el estado de ingeniería como (el subrayado es mío)
"el estado del equipo cuando éste se encuentra en condiciones de realizar su función prevista, pero se utiliza para llevar a cabo experimentos de ingeniería, especialmente cuando el uso del sistema del equipo durante la ENG no es indicativo de la producción normal. ENG incluye cualquier actividad necesaria para restaurar el sistema del equipo a una condición en la que pueda realizar su función prevista".
Nuestra recomendación, por tanto, es tratar como tiempo de inactividad el tiempo en que la herramienta no ha podido ser utilizada por producción, aunque los ingenieros estuvieran trabajando en la herramienta de alguna manera. Este es un buen uso de los subestados de tiempo de inactividad. Por ejemplo, podría tener un subestado llamado "tiempo de inactividad de ingeniería" que se asigne al tiempo de inactividad programado o no programado, y filtrar ese tiempo para determinados informes.
Si es tiempo de ingeniería (no tiempo de inactividad), ¿cuándo debería contar como tiempo disponible? Si la herramienta podría haber sido utilizada por producción, pero en su lugar la utilizaron los ingenieros para realizar experimentos, ese tiempo debería considerarse tiempo de ingeniería. Esto también cubre la situación en la que los ingenieros utilizan la herramienta para ajustar las recetas, realizando comprobaciones a nivel de receta.
En general, nuestros clientes coinciden en que si la herramienta se hubiera podido utilizar para la producción, la organización de mantenimiento querría que la herramienta se considerara disponible. Pero también es cierto que durante ese tiempo, la herramienta no estaba disponible para la organización de fabricación.
Queremos una métrica que incluya el tiempo de ingeniería como parte del tiempo disponible. Se trata de tiempo en el que la herramienta no está parada y podría estar siendo utilizada por producción para hacer funcionar obleas. Se trata de una métrica adecuada para los ingenieros de mantenimiento, ya que se les juzga por la forma en que mantienen la herramienta en un estado adecuado para el funcionamiento de las obleas.
Sin embargo, también queremos tener en cuenta el hecho de que a veces, aunque la herramienta no esté parada, no está disponible para la fabricación porque los ingenieros la están utilizando para otra cosa (experimentos, pruebas de nivel de receta, etc.). A continuación, podemos medir la organización de la producción en función de lo bien que utilizan la herramienta durante el tiempo que está a su disposición.
Por lo tanto, llegamos a la conclusión de que nos gustaría tener una versión de la disponibilidad con ingeniería en el numerador, así como una versión de la disponibilidad que sólo tenga producción y tiempo de espera en el numerador.
Comentarios de los clientes: ¿Cómo debemos tratar el tiempo no programado en las métricas de disponibilidad?
Tradicionalmente, el tiempo no programado se utiliza para los cierres de fábrica y las vacaciones que se aplican a la mayoría o a todas las herramientas de la fábrica. El tiempo no programado a nivel de herramienta se aplica sobre todo a las herramientas que se instalan, trasladan o desmantelan. Sin embargo, algunas fábricas, especialmente durante los periodos de menor actividad, ponen las herramientas en un estado de "inactividad suave". El tiempo de inactividad suave (o intermitente) es un estado no programado en el que la herramienta está lista para su uso, salvo que necesita reparaciones para volver a estar en línea. Una fábrica puede sacar una herramienta de este estado de inactividad suave porque otra herramienta va a estar parada durante un largo PM y luego sacarla de nuevo de la producción en unos pocos días. Algunas fábricas también utilizan este tipo de tiempo de inactividad intermitente debido a problemas temporales de personal o para ahorrar energía o consumibles.
Algunas fábricas utilizan el tiempo no programado a nivel de cámara en el caso de que una cámara no funcione, pero la producción no quiera o no pueda retirar toda la herramienta para repararla. La cámara se marca como "no programada" para que el equipo de mantenimiento no se vea penalizado por no trabajar en ella. En cambio, otras fábricas utilizan algo parecido a un estado "Prod Down", de modo que la cámara se registra como inactiva, pero el equipo de mantenimiento puede ver que producción les ha pedido que esperen a la reparación.
Cada vez más fábricas parecen utilizar estados no programados de corta duración para indicar que una herramienta no está disponible, pero que no es problema del equipo de mantenimiento. Algunas fábricas se oponen filosóficamente a esto, porque el estado no programado puede sugerir que la herramienta no va a ser reparada en absoluto. Pero, en general, las herramientas se encuentran en este estado de inactividad temporal por motivos de gestión o de negocio, y no por algo que tenga que ver con el equipo de mantenimiento.
El uso cada vez mayor del tiempo no programado para reflejar las herramientas y cámaras que se desconectan temporalmente por motivos financieros u operativos ha hecho que cada vez más fábricas informen de la disponibilidad en relación con el tiempo operativo (tiempo total menos tiempo no programado). Sin embargo, los departamentos financieros siguen queriendo ver la disponibilidad basada en el tiempo total, para comprender mejor la eficacia general de la fábrica. Por lo tanto, ambas medidas (con y sin tiempo no programado en el denominador) son útiles.
Nuestra propuesta para las definiciones de disponibilidad en el futuro
De las conversaciones con nuestros clientes concluimos que existe al menos una necesidad ocasional de cada variante del numerador (con y sin tiempo de ingeniería) y de cada variante del denominador (con y sin tiempo no programado). Dos opciones de numerador por dos opciones de denominador nos dan cuatro posibles definiciones de disponibilidad.
Definimos cada una de las cuatro definiciones en relación con los estados de la herramienta SEMI E10 mostrados anteriormente, así como con la Especificación SEMI E79 para la Definición y Medición de la Productividad de los Equipos, con contexto adicional sobre cómo se han utilizado en FabTime y/o en la línea de productos INFICON FPS.
- SEMI E79 Eficiencia de Disponibilidad (anteriormente utilizado en FabTime OEE gráficos) = SEMI E10 Total Uptime % = FPS Disponibilidad de Total Uptime = (Prod + Standby + Ingeniería) / Tiempo Total. Por simplicidad y coherencia con E10/E79, proponemos llamarlo E79 Disponibilidad %.
- E10 % de disponibilidad operativa = FPS Disponibilidad de disponibilidad operativa = (Prod + Standby + Engineering) / Tiempo de operaciones, donde Tiempo de operaciones = Tiempo total - Tiempo no programado. Proponemos llamarlo % de disponibilidad operativa.
- FPS Tiempo Disponible de Fabricación (AMU) = E79 Tiempo de Fabricación/Tiempo de Operaciones = (Prod + Standby) / Tiempo de Operaciones. Proponemos llamarlo % de fabricación operativa.
- E79 Tiempo de Fabricación/Tiempo Total = FabTime Disponibilidad (para fabricación) = (Prod + Standby) / Tiempo Total. Proponemos llamar a esto E79 Fabricación %. (Técnicamente, E79 no lo define como porcentaje, pero E79 y E10 definen claramente "Prod + Standby" como "Tiempo de fabricación", y creemos que tomar un porcentaje basado en el Tiempo total es coherente con otros cálculos E10/E79).
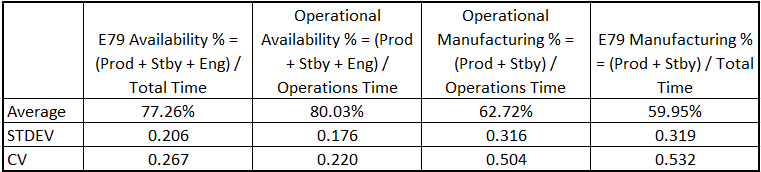
La siguiente tabla, elaborada por mi codirector del equipo de métricas, Paul Campbell, aclara estas definiciones. Obsérvese la simetría en la denominación dentro de cada fila (basada en el denominador) y columna (basada en el numerador).

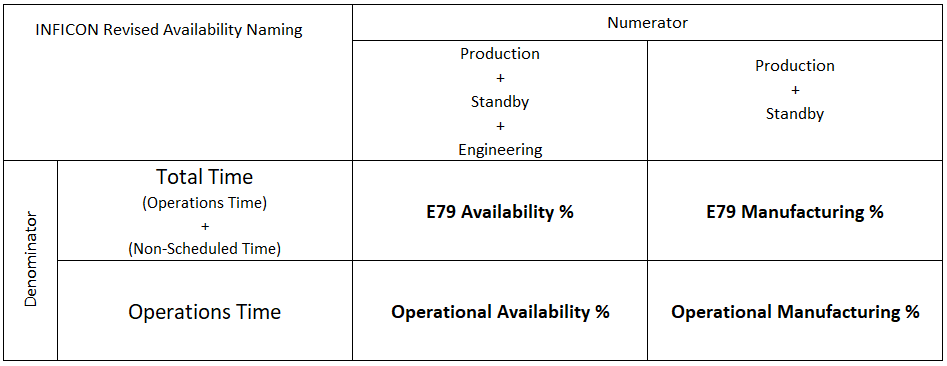
En este marco, los quals de nivel de receta deberían incluirse en el numerador de la columna de la izquierda (% de disponibilidad) como tiempo de ingeniería, pero no se incluirían en el numerador de la columna de la derecha (% de fabricación). Así, el % de fabricación representa el tiempo que la herramienta está en manos de la producción (ya sea trabajando con obleas o en espera), mientras que el % de disponibilidad incluye el tiempo que la herramienta no estuvo disponible para la producción porque estaba siendo utilizada por los ingenieros.
Del mismo modo, la fila superior se basa en el tiempo total, mientras que la fila inferior se basa en el tiempo de operaciones, excluyendo el tiempo no programado.
Es probable que los equipos de mantenimiento prefieran utilizar el % de disponibilidad operativa. Es más probable que los equipos de fabricación se centren en el % de fabricación operativa, pero podrían tener en cuenta el % de fabricación del E79 para comprender mejor las oportunidades que ofrece la reactivación de herramientas. Mientras tanto, el % de disponibilidad E79 sigue siendo el más relevante de los cuatro para mejorar la eficacia general del equipo.
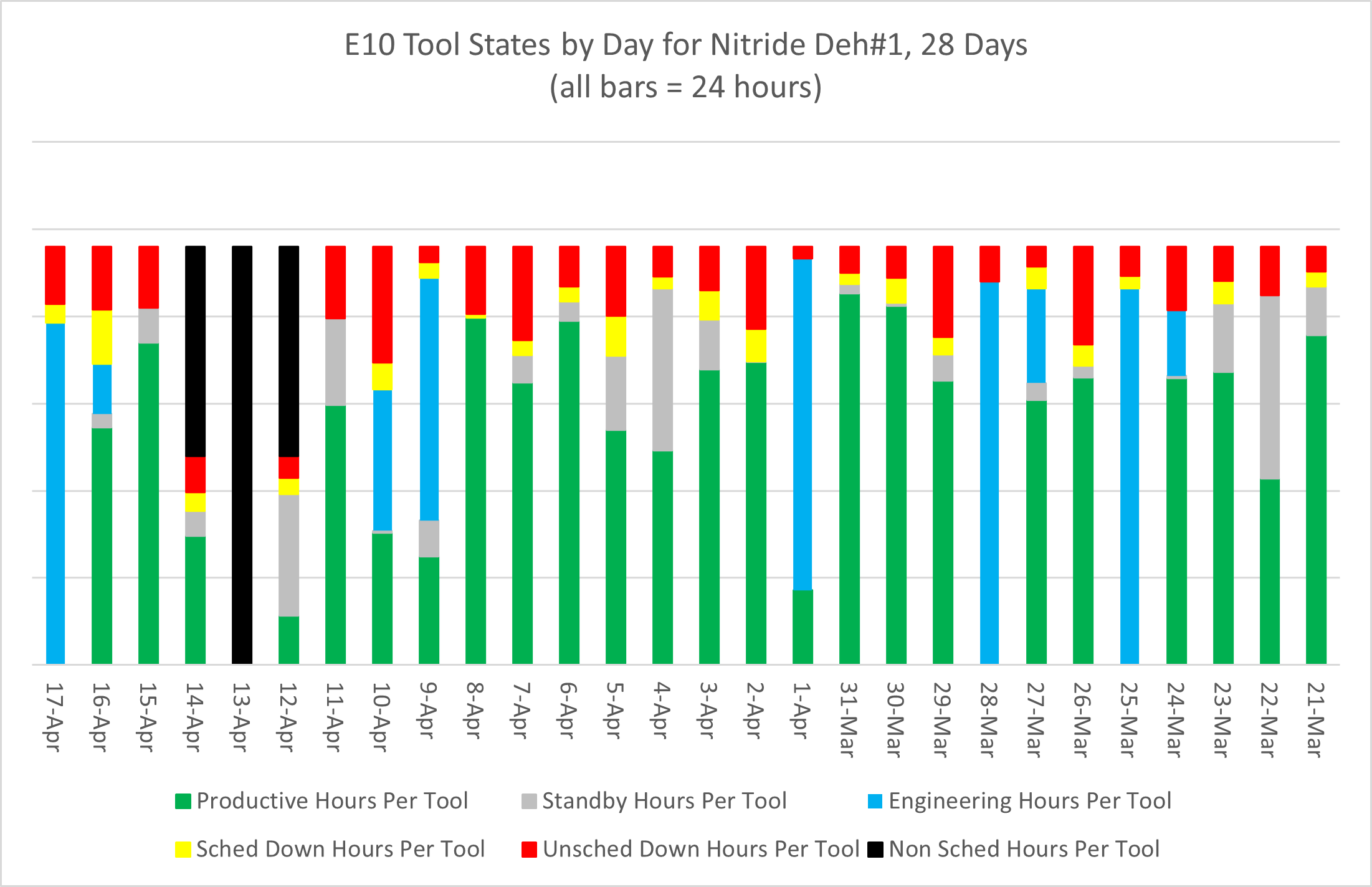
Por ejemplo, considere el gráfico de Tendencia de Estado de la Herramienta a continuación para una herramienta de Nitruro Deh. (Este ejemplo es de nuestro servidor de demostración FabTime, ajustado para añadir tiempo no programado). Esta herramienta tiene importantes trozos intermitentes de tiempo de ingeniería. También hay un único periodo de tiempo no programado de 48 horas que atraviesa tres días.

A continuación se muestran los cuatro cálculos de disponibilidad diferentes para esta herramienta. (Los detalles están en una hoja de cálculo, disponible previa petición).


Siempre ocurrirá que, en presencia tanto de tiempo de ingeniería como de tiempo no programado, el % de disponibilidad operativa será el mayor de los cuatro valores, y el % de fabricación E79 será el menor. Esto se debe a que el primero incluye el tiempo de ingeniería en el numerador pero no incluye el tiempo no programado en el denominador, y viceversa. Los otros dos valores variarán en función del tiempo de ingeniería y del tiempo no programado. Si no hay tiempo de ingeniería ni tiempo no programado, los cuatro valores serán iguales.
¿Cuál debes utilizar para calcular el CV?
Como ya se ha comentado anteriormente en este boletín (véanse los números 18.04: Medir la variabilidad de la disponibilidad y Número 25.04: Improve Fab Cycle Time by Tracking the Right Equipment Reliability Metrics), además de esforzarse por mejorar la disponibilidad media, las fábricas también deben trabajar para minimizar la variabilidad de la disponibilidad. Una forma de hacerlo es medir el coeficiente de variación (CV) de las observaciones de disponibilidad para una herramienta o grupo de herramientas determinado, donde CV = desviación estándar / media. Si hacemos esto para cada una de las cuatro definiciones de disponibilidad, tendremos cuatro tipos de CV de disponibilidad:
- CV de disponibilidad E79 %.
- CV de disponibilidad operativa
- CV de fabricación operativa %.
- CV de Fabricación E79 % (Este es el valor que se utiliza actualmente en el gráfico Promedio vs CV de Disponibilidad en FabTime. A continuación se muestra un ejemplo de ese gráfico).

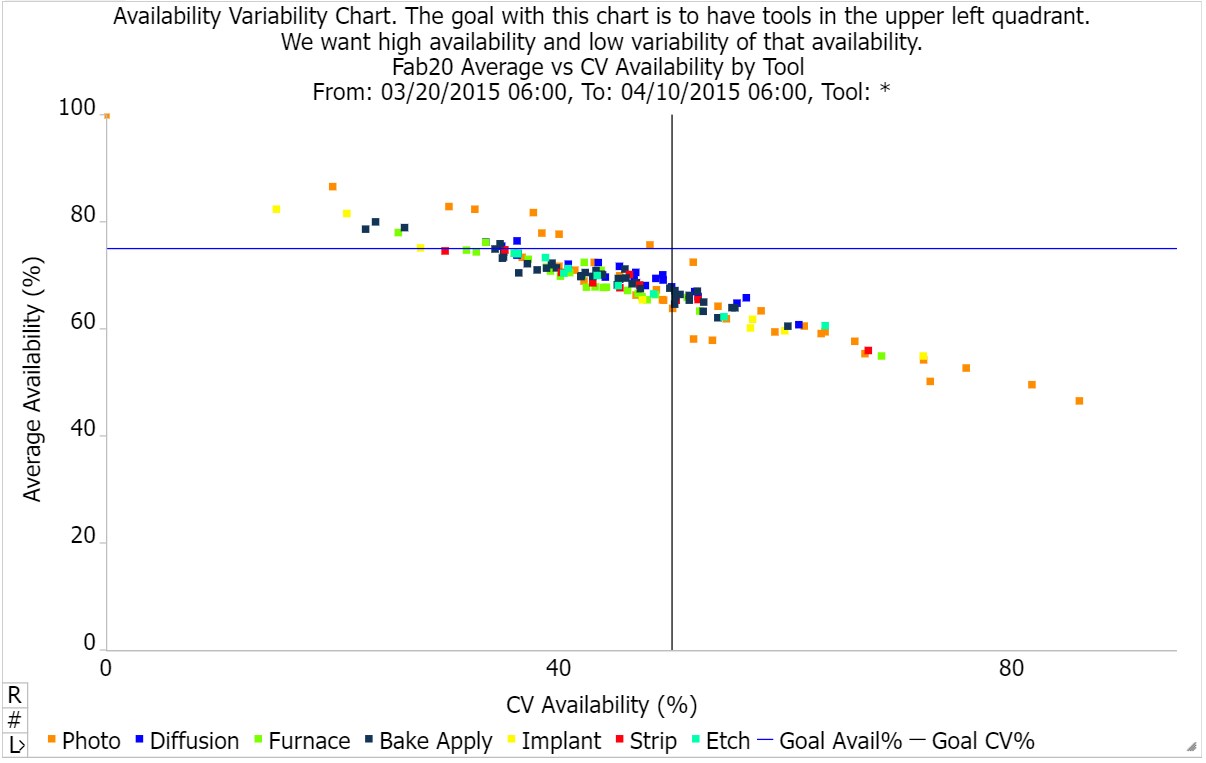
Continuando con el ejemplo anterior de Nitride Deh#1, hay 28 observaciones de cada cálculo de disponibilidad. La desviación estándar y las medias de los valores de disponibilidad se han añadido a la tabla de la página siguiente. Lo que queda claro en este ejemplo es que hay menos variación en los valores de % de disponibilidad (las dos columnas de la izquierda, que incluyen el tiempo de ingeniería en el numerador) que en los valores de % de fabricación (las dos columnas de la derecha, que sólo incluyen el tiempo que la herramienta está disponible para la fabricación). Esto tiene sentido. Si observamos el gráfico de tendencias del estado de las herramientas, vemos que no hay una gran variación diaria en la suma de tiempos de inactividad programados y no programados.

El tiempo de ingeniería intermitente crea una variabilidad considerable en el tiempo que la herramienta está disponible para la fabricación. Vemos menos impacto de variabilidad debido al tiempo no programado porque, por supuesto, no afecta en absoluto al tiempo total. De media, el tiempo no programado en este ejemplo tiene un pequeño impacto en el tiempo de las operaciones (48 horas de 672 = 7,1%). En un escenario con periodos más frecuentes y cortos de tiempo no programado, cabría esperar un mayor impacto en los valores de CV. Sin embargo, este tipo de utilización del tiempo no programado parece menos probable.
INFICON recomienda utilizar el CV de Disponibilidad Operativa de entre las cuatro opciones posibles. Queremos utilizar el CV de disponibilidad como métrica para animar al equipo de mantenimiento a mantener las herramientas disponibles de forma constante. El % de disponibilidad operativa tiene "(Prod + Standby + Eng)" en el numerador, lo que refleja el éxito de la organización de mantenimiento a la hora de hacer que la herramienta esté disponible para las necesidades de producción e ingeniería. Utilizar el tiempo de operaciones en el denominador refleja el hecho de que las decisiones sobre poner las herramientas en estados temporales no programados normalmente no las toma el equipo de mantenimiento. Por lo tanto, no se les debería penalizar por la variabilidad que se deriva de esas decisiones. Tenemos previsto hacer accesibles las cuatro versiones de CV de disponibilidad/tiempo de fabricación en nuestros productos de elaboración de informes.
Conclusiones
La disponibilidad de las herramientas es algo a lo que los fabricantes prestan atención todos los días. Pero, como ocurre con la mayoría de las cosas relacionadas con las fábricas, cuando profundizamos en la definición de disponibilidad, encontramos una complejidad oculta. Tras debatir la disponibilidad con nuestros clientes, detectamos la necesidad de dos versiones distintas del numerador para el cálculo de la disponibilidad, y dos versiones distintas del denominador. Las variaciones en el numerador dependen de si el tiempo en que una herramienta está en funcionamiento pero es utilizada por ingeniería (para realizar experimentos o comprobaciones a nivel de receta) cuenta como tiempo disponible. Las variaciones en el denominador dependen de si utilizamos el tiempo total o el tiempo de operaciones (que excluye el tiempo no programado). Estas dos versiones de numerador y denominador dan lugar a cuatro definiciones, cada una de las cuales puede ser relevante para diferentes necesidades.
Tenemos la intención de incluir las cuatro definiciones en nuestros productos porque creemos que las personas que dirigen las fábricas deben tener acceso a las métricas que elijan. Al calcular las cuatro versiones y dejar claras las definiciones, reduciremos la confusión a la hora de comparar el rendimiento de la disponibilidad entre fábricas (o entre conjuntos de herramientas dentro de una misma fábrica). También calcularemos y mostraremos el coeficiente de variación correspondiente para cada métrica de disponibilidad. Aquí tenemos una recomendación sobre qué valor de CV de disponibilidad es más probable que ayude a los equipos de mantenimiento a impulsar la reducción de la variabilidad.
Agradecimientos
Muchas gracias a los miembros de nuestros equipos de alineación de métricas internas y de clientes, especialmente a mi codirector del equipo de métricas, Paul Campbell. Gracias también a los equipos de SEMI que desarrollaron E10 y E79, que han sido inestimables en nuestros debates sobre los estados de las herramientas.
Más información
Los suscriptores pueden descargar los números anteriores del boletín en formato PDF. Los suscriptores actuales pueden encontrar el enlace al archivo en su boletín electrónico más reciente. Los nuevos suscriptores verán el enlace al registrarse.
- Anuncios comunitarios incluidos en este número
- Foro de debate para suscriptores del Volumen 26, nº 3



¿Quiere saber más sobre los controladores del tiempo de ciclo en su fábrica?
