Foro de debate para suscriptores:
Boletín FabTime, Volumen 26, No 3
Los suscriptores debaten sobre la estimación de la variabilidad del tiempo de proceso y la comprensión del impacto de una mayor automatización de la fábrica.

Este mes debatiremos sobre la utilización del proceso de salida para calcular el CV de los tiempos de proceso efectivos de una herramienta y sobre el impacto del aumento de la automatización de la fábrica. Si hay algún tema que le interese, no dude en comunicárnoslo.
Impacto del aumento de la automatización en las operaciones de fabricación.
Un nuevo suscriptorescribió a Jennifer en LinkedIn para preguntarle: "Según su experiencia, ¿cómo cambia la automatización la forma de trabajar en Fab Operations, especialmente en lo que se refiere a funciones como operarios, soporte de primera línea, jefes de turno, jefes de equipo de área y gerentes?
Respuesta de Jennifer: Esto no es algo sobre lo que hayamos escrito, pero creo que es un tema excelente para un próximo número. En general, cuanta más automatización hay en la fábrica, más necesario (y factible) es para una fábrica implantar un sistema de programación. Entonces, una vez que existe un programador, el personal de fabricación de primera línea empieza a confiar más en el programador y menos en las personas que toman sus propias decisiones.
Esta evolución se está produciendo en las fábricas de todo el sector y se acelerará con la llegada de las soluciones de IA. A medida que las fábricas se vuelvan más inteligentes, se automatizará la toma de decisiones y se necesitarán menos niveles de gestión. Lo que seguirá siendo necesario, sin embargo, son personas que ajusten los sistemas informáticos para asegurarse de que funcionan correctamente, y personas que puedan reparar físicamente las herramientas cuando haya problemas. Por supuesto, habrá muchas cosas que los actuales gestores y operadores seguirán haciendo durante la transición. Nada de esto ocurrirá de la noche a la mañana.
Abro esta pregunta a otros suscriptores, ya que estoy seguro de que tenemos lectores que han pasado y están pasando por esta transición. Si suficientes personas comparten sus historias, trabajaré en escribirlas para un futuro artículo. Gracias por plantear una pregunta tan interesante.
Uso del CV del proceso de salida de una herramienta para estimar la variabilidad del tiempo del proceso.
Un antiguo suscriptor escribió: "En mi empresa, nos enfrentamos al reto del tiempo de ciclo para los flujos de procesos de desarrollo que tienen muchas herramientas únicas y retenciones de ingeniería. Muchos subgrupos están trabajando en varias cosas. Mi subgrupo está estudiando la 'pérdida de ingresos debida a las herramientas únicas retenidas'. Así, si un lote está retenido en una herramienta, el lote tampoco puede avanzar por los 2/3/4 pasos siguientes. Dado que nuestros clientes nos pagan por los movimientos de oblea/paso, nuestros flujos de ingresos experimentan un retraso frente a no tener herramientas paradas.
Estamos intentando utilizar fórmulas de colas para estimar el impacto en el tiempo de ciclo. Vamos a fijar en uno el coeficiente de variación (CV) de llegada de los lotes que entran en la herramienta, ya que no tenemos capacidad para calcularlo con más precisión debido a la miríada de rutas de entrada. Pero necesitamos una forma de estimar el CV de la secuencia de tiempos de proceso en la herramienta. Lo que intentamos es utilizar el tiempo entre lotes que salen de la herramienta para obtener una estimación del CV de los tiempos de proceso.
Si se conocen los tiempos de salida de 100 lotes individuales (todos los tiempos diferentes que salen de la herramienta), ¿hay alguna forma de extraer de una ecuación o tabla cuál sería el CV? Sabemos que el tiempo entre lotes es una distribución, pero no hemos encontrado la forma de convertirlo en un número real de CV".
Respuesta de Jennifer: Me parece válido utilizar el proceso de salida como una aproximación al CV de los tiempos de proceso para herramientas que están muy cargadas. Si intenta hacer esto para herramientas poco cargadas, acabará con una cantidad considerable (y variable) de tiempo de inactividad en las mediciones de los tiempos entre salidas, y probablemente sobreestimará la variabilidad del tiempo de proceso. La otra cuestión sobre el uso del proceso de salida, como estoy seguro de que entiende, es que estará capturando el CV del tiempo de proceso efectivo, donde está tratando cualquier tiempo no disponible o tiempo de preparación como parte del tiempo de proceso efectivo del siguiente lote que se procesa. Los tiempos de proceso efectivos son difíciles de calcular a partir de las entradas en movimiento (hay que hacer un seguimiento de qué lote estaba al principio de la cola cuando se produjo una preparación o un tiempo de inactividad, pero puede haber otros lotes que lleguen y se adelanten a ese lote, por lo que los cálculos son bastante complejos). Esto significa que observar el proceso de salida es una idea razonable para capturar la variabilidad del tiempo de proceso, al menos para herramientas muy cargadas.
Miré un par de ejemplos de esto de nuestro servidor de demostración FabTime. CoatA#4 es una herramienta de muy baja utilización (~54%) mientras que IonHigh#4 es una herramienta de alta utilización (cerca del 100%) que tiene poco tiempo de actividad. El siguiente diagrama de Gantt muestra los estados de cada herramienta a lo largo de una semana.

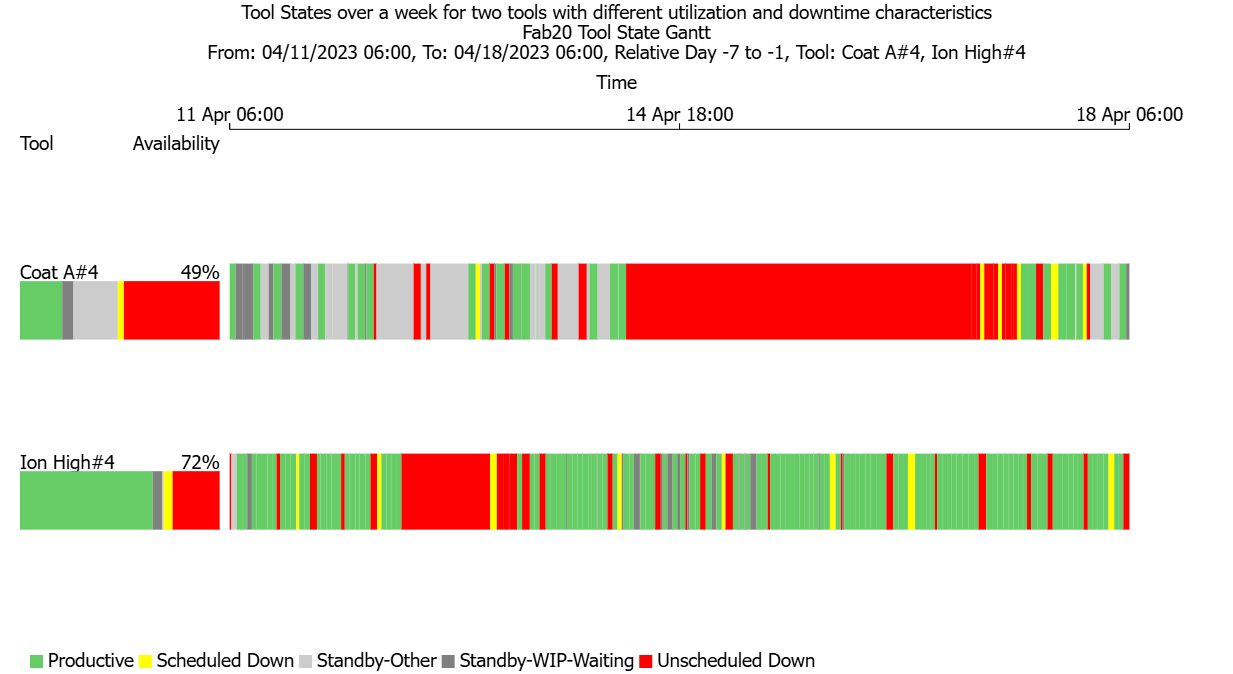
Utilizando una hoja de cálculo, miré la secuencia de tiempos de proceso de cada herramienta y calculé el CV del tiempo entre salidas y el CV de la secuencia de tiempos de proceso reales (nótese que se trata de tiempos de proceso reales, no de tiempos de proceso efectivos). Esos valores son bastante diferentes, como se muestra.
 del proceso de salida frente al CV de la secuencia de tiempos de proceso para dos herramientas diferentes")

En mi opinión, los valores de CV de la primera columna para cada herramienta, que representan los tiempos de proceso de salida/proceso efectivo, parecen más realistas en términos de captura de la variabilidad del sistema, especialmente para la implantadora de iones de mayor utilización. La cuestión es qué hacer para la herramienta de menor utilización, en la que la estimación del CV está inflada por los casos de tiempo de inactividad en la herramienta Coat (las barras grises en el diagrama de Gantt anterior). ¿Alguien tiene alguna idea al respecto?
Agradecemos la oportunidad de publicar preguntas de debate de los suscriptores.
Los suscriptores pueden descargar los números anteriores del boletín en formato PDF. Los suscriptores actuales pueden encontrar el enlace al archivo en su boletín electrónico más reciente. Los nuevos suscriptores verán el enlace al registrarse.
- Artículo principal del Volumen 26, nº 3: ¿A qué nos referimos cuando hablamos de disponibilidad de herramientas?
- Página de anuncios comunitarios del Volumen 26, nº 3



¿Quiere saber más sobre los controladores del tiempo de ciclo en su fábrica?
