購読者ディスカッションフォーラム:
FabTimeニュースレター、第26巻第4号
購読者間で、パレート図における平均WIPの活用事例や、コンベアシステムにおける出発間隔の呼称について議論が行われています。

購読者との間で、パレート図における平均WIPの活用事例や、コンベアシステムにおける出発間隔の呼称について議論しています。気になるトピックがあればお知らせください。
FabTimeでは、通常のWIPパレート図と平均WIPパレート図をそれぞれいつ使用すべきですか?
当社のINFICONチームメンバーの一人が、FabTimeにはWIPパレート図と平均WIPパレート図の両方が含まれていることに気づき、これらのバリエーションの使用事例について疑問を抱きました。
ジェニファーからの回答: 当初、FabTimeでは移動チャート上のWIPライン、ならびにWIPトレンドチャートおよびパレートチャートにおいて、開始時点のWIPを使用していました。この仕様は2011年に変更されました。現在、FabTimeの移動チャートにおけるWIPラインは平均WIPを表示します。この変更の目的は、移動チャート上のWIPラインをより正確に表示し、期首効果による歪みを軽減することでした。またこの変更により、移動チャートは従来平均WIPに基づいて計算されていた回転率チャートとの整合性が向上しました。
次に検討したのは、WIPチャートにどの値を表示すべきかでした。WIPロットリストチャートは特定の時点におけるWIPの一覧を示すため、平均値は不要です。FabTimeの標準的なWIPパレートチャートも単一時点に基づくため、同様に平均値は必要ありません。WIPトレンドチャートは従来、各期間開始時点のWIPを表示し、WIPロットリストへのドリルダウン機能を備えています。ドリルダウン時の結果の一貫性を保つため、開始時点のWIPを引き続き使用するのが合理的でした。例えばデータテーブルに「写真」工程で開始時点のロット数が322と表示されている場合、ドリルダウンをクリックすると322ロットが表示されることを期待します。平均WIP値からドリルダウンを試みた場合、どのWIPリストを表示すべきかが不明確になります。
しかし前述の通り、開始WIPは期間間で変動しやすい(特に工具グループや作業レベルにおいて)。この変動を平滑化し、ターンチャート(および移動チャート上のWIPライン)との整合性を確保するため、平均WIPトレンドチャートを作成しました。同様の理由で平均WIPパレートチャートも追加しています。特定の時点のみを反映する標準的なWIPパレートチャートとは異なり、平均WIPパレートチャートは時間範囲をカバーします。現時点では平均WIPパレートチャートを積み上げ形式で表示することはできません。
いずれの場合も、平均WIPはポイント平均または時間平均のいずれかを用いて計算できます。ポイント平均は、各期間をサブ期間に分割し、期間内の各サブ期間における開始WIPの平均を計算することで算出されます。平均仕掛品ではなく開始時の仕掛品を使用したい場合は、サブ期間の長さを期間全体の長さと等しく設定できます。これにより平均仕掛品は開始時の仕掛品と等しくなります(単一値、すなわち期間の開始時の仕掛品の「平均」となるため)。サブ期間を空白のままにした場合、時間平均仕掛品は各仕掛品値で費やされた時間の合計を総時間で割ることで計算されます。
ユースケースに戻ると:
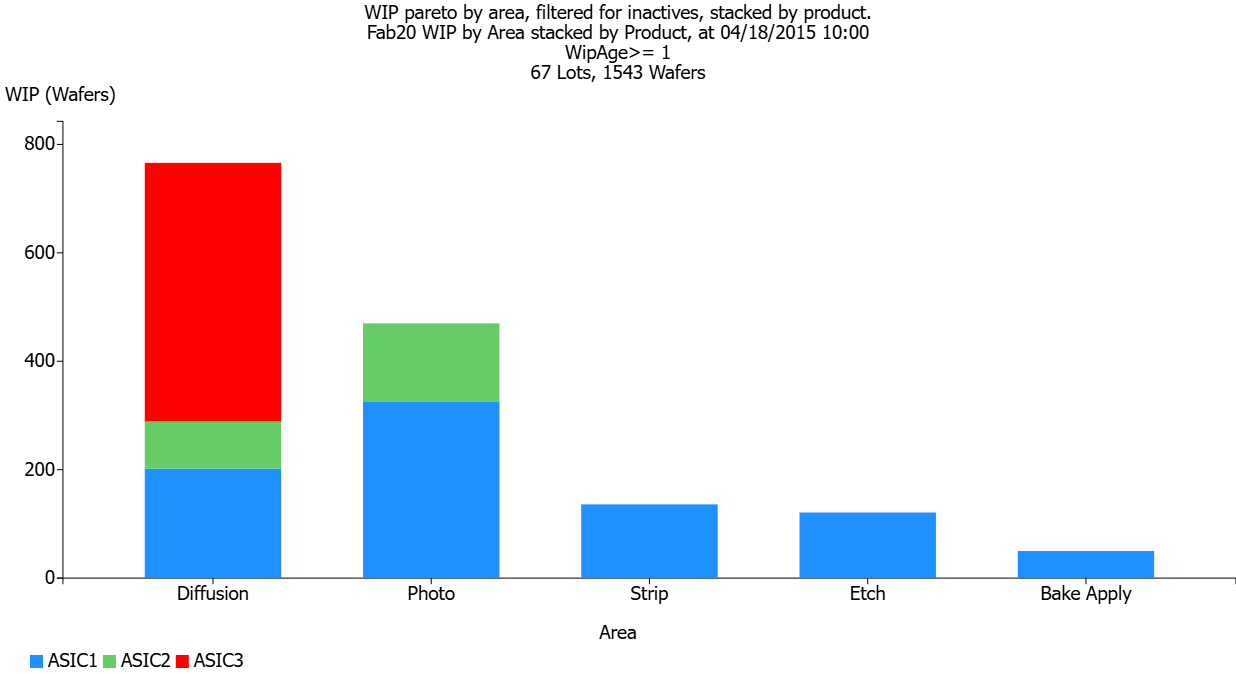
- 特定の時点を分析対象とする場合は、WIPパレート図を使用します。例えば、現在各エリアで非アクティブなWIPを把握したい場合、エリア別に切り分け、かつ現在の工程で12時間以上滞留しているWIP(または非アクティブと定義する閾値)のみを抽出したWIPパレート図を生成できます。このチャートを一目見るだけで、現在どのエリアが非稼働WIPに特に悩まされているかがわかります。さらに掘り下げれば、各エリアに関連するロットの一覧を取得できます。製品別に積み上げ表示した例を以下に示します。このチャートは特定の時点の状況を反映していることに注意してください。
")
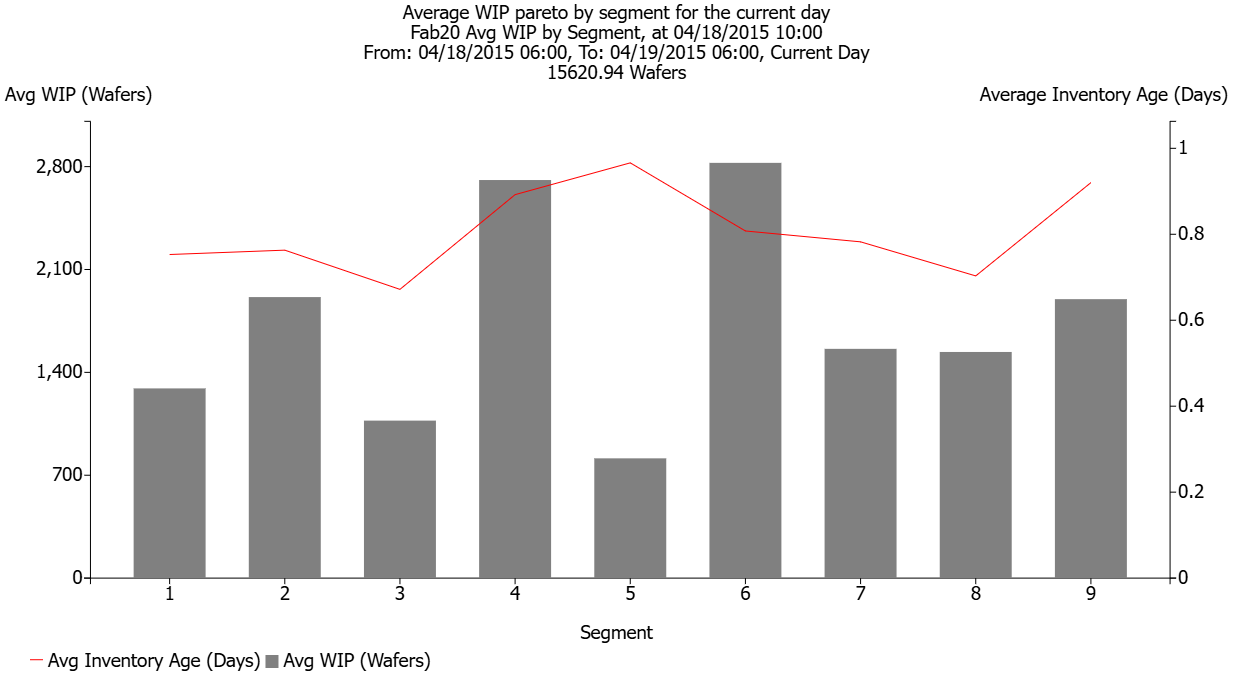
- 平均WIPパレート図を使用すると、パレート分割変数に基づくWIPの分布における長期的な傾向を確認できます。例えば、ライン全体(WIPバランス)におけるWIPの分布を見たい場合、当日の平均WIPパレート図をラインのセグメントごとに分割して使用できます。各セグメントにおける1日平均の総WIPが表示されます。下図は1営業日を範囲とするチャートの日付範囲を示した例です。

コンベアツールにおける出発間隔の時間を何と呼びますか?
長年の購読者から質問が寄せられました:「ユニット間の間隔を何と呼べばよいでしょうか?例えば、部品がコンベア式オーブンを通過するのに1時間かかるとします。部品の投入間隔は最低1分です。では、この1分を何と呼べばよいのでしょうか?私はこれまで『タクトタイム』と呼んできましたが、厳密には誤りです。タクトタイムは設備能力ではなく顧客要求に基づく概念だからです。オンライン情報源ではこの1分を『サイクルタイム』と呼ぶようです。しかしウェハー工場では従来、『サイクルタイム』とは部品が全工程を通過する時間(上記例では60分)と定義してきました。ご意見はいかがでしょうか? ウェーハ工場における「サイクルタイム」の定義を踏まえ、この1分間を何と呼ぶべきでしょうか?
ジェニファーからの回答: ウェハー工場ではあまり見かけないため、コンベアシステム上のロット間の時間については考えたことがありません。あなたの言う1分間というのは、ロット間に必要なロード時間のようなものだと思います。私はこれをサイクルタイムとは決して呼びません。同様に、1時間をサイクルタイムとも考えていません。サイクルタイムと言えば、待ち時間(キュー時間)を含むものと考えているからです。サイクルタイムとは、ロットが装置に到着してから処理が完了するまでの時間です。あなたのケースでは、ロットごとの処理時間は1時間で、ロット間のロード時間やセットアップ時間が約1分かかっています。コンベアシステムがあるため、システムのキャパシティを評価する際には、時間経過に伴う処理ロット総数を考慮する必要があります。しかし、各ロットのサイクルタイムは依然として1時間+待ち時間であると考えます。
ロットが工具で連続的に処理される場合、出発間隔は1分となります。しかし工具の稼働頻度が低下する場合(例:フル稼働状態でない場合)、出発間隔は長くなります。出発間隔がそれ以外の呼び方で呼ばれるのを聞いたことがない。ツールのペース(ツールへの投入速度)とか、あるいはツールのケイデンスと言うこともできるかもしれない。
この質問について、他の購読者の皆様は何かご意見はありますか?
購読者からの討論の質問と回答を掲載する機会を歓迎いたします。
ニュースレターのバックナンバーは、購読者がPDF形式でダウンロードできます。既存の購読者は、最新のメールニュースレター内にアーカイブリンクが記載されています。新規購読者は登録時にリンクが表示されます。
- 第26巻第4号のメイン記事: ファブにおけるトレードオフ:コスト削減のためのサイクルタイム増加
- 第26巻第4号 コミュニティお知らせページ



