購読者ディスカッションフォーラム
FabTimeニュースレター26巻3号
私たちは、工程時間のばらつきを見積もり、工場自動化の増加の影響を理解することについて議論しました。

今月は、ツールの有効プロセス時間のCVを見積もるために出発プロセスを使用することについて、また、ファブの自動化が進むことによる影響について議論します。 気になるトピックがありましたら、ぜひお知らせください。
自動化進展がファブ運営に与える影響
あなたの経験では、自動化はファブオペレーションにおける働き方をどのように変えますか?特に、オペレーター、ファーストラインサポート、シフトリーダー、エリアチームリーダー、マネージャーといった役割について教えてください。
ジェニファーからの回答:これは私たちが書いたことではありませんが、将来の問題としては素晴らしいトピックだと思います。 一般的に、工場内の自動化が進めば進むほど、スケジューリングシステムの導入の必要性(および実現可能性)は高まります。 そして、一旦スケジューラーが導入されると、製造現場の担当者は、スケジューラーに依存するようになり、個人で判断することが少なくなります。
この進化は、業界全体のファブで起こっており、AIソリューションの出現によって加速するだろう。 ファブがますます賢くなるにつれて、意思決定はより自動化され、必要な管理者のレベルも下がるだろう。 しかし、必要とされ続けるのは、コンピューター・システムが正常に作動しているかどうかを確認するためのチューニングを行う人材と、問題が発生した場合にツールを物理的に修理できる人材である。 もちろん、移行期間中も現在のマネージャーやオペレーターが行うことはたくさんあるだろう。 どれも一朝一夕にできることではない。
この移行を経験し、また現在進行中の読者もいると思うので、この質問を他の購読者にも公開している。 もし十分な数の読者が体験談を語ってくれたら、将来の記事にするつもりだ。 素晴らしい質問をありがとう!
ツールから取得した出発プロセスのCV(標準偏差の倍数)を用いて、プロセス時間の変動性を推定する。
私の会社では、多くの単一スレッドツールとエンジニアリングホールドを持つ開発プロセスフローのサイクルタイムが課題となっています。 多くのサブグループが様々なことに取り組んでいますが、私のサブグループは、"一点もののツールのダウンによる収益の損失 "に注目しています。 つまり、あるツールでロットが滞留すると、そのロットは次の2/3/4ステップも移動できないのです。 顧客はウェーハ/ステップの移動に対して報酬を支払っているため、当社の収益フローは、ツールが停止していない場合と比較して、時間的な遅れを経験することになります。
待ち行列の公式を使って、サイクルタイムへの影響を見積もろうとしています。 投入経路が無数にあるため、より正確に計算する能力がないため、ツールに投入されるロットの到着変動係数(CV)を1とするつもりです。 しかし、工具上の一連の工程時間のCVを推定する方法が必要である。 我々がやろうとしていることは、工程時間のCVの推定値を得るために、工具から出るロット間の時間を使用することです。
もし100個のロットの出口時間(ツールから出てくる時間はすべて異なる)がわかっている場合、式や表からCVを求める方法はありますか? ロット間時間が分布であることは分かっていますが、それを実際のCV数に変える方法は見つかっていません。"
ジェニファーからの回答:負荷の大きい工具の工程時間のCVの代理として出発工程を使用することは、私には有効なように思えます。 負荷の軽いツールに対してこれを行おうとすると、出発から出発までの時間の測定にかなりの(そして様々な)アイドル時間が含まれることになり、工程時間の変動を過大評価することになるでしょう。 出発工程を使用するもう一つの点は、ご理解いただけると思いますが、有効工程時間のCVを把握することです。ここで、使用できない時間やセットアップ時間は、次に処理されるロットの有効工程時間の一部として扱われます。 有効工程時間をムーブインから計算するのは難しい(セットアップやダウンタイムが発生したときに、どのロットがキューの先頭にいたかを追跡しなければならないが、他のロットが到着してそのロットを先取りすることもあるので、計算はかなり複雑になる)。 このことは、出発プロセスを見ることは、少なくとも負荷の高いツールの場合、プロセス時間の変動を捉えるための合理的なアイデアであることを意味する。
FabTimeのデモサーバーからこの例をいくつか見てみました。 CoatA#4は稼働率が非常に低いツール(~54%)で、IonHigh#4は稼働率が高い(100%に近い)ツールですが、稼働率が低いです。 下のガントチャートは、各ツールの1週間の状態を示している。

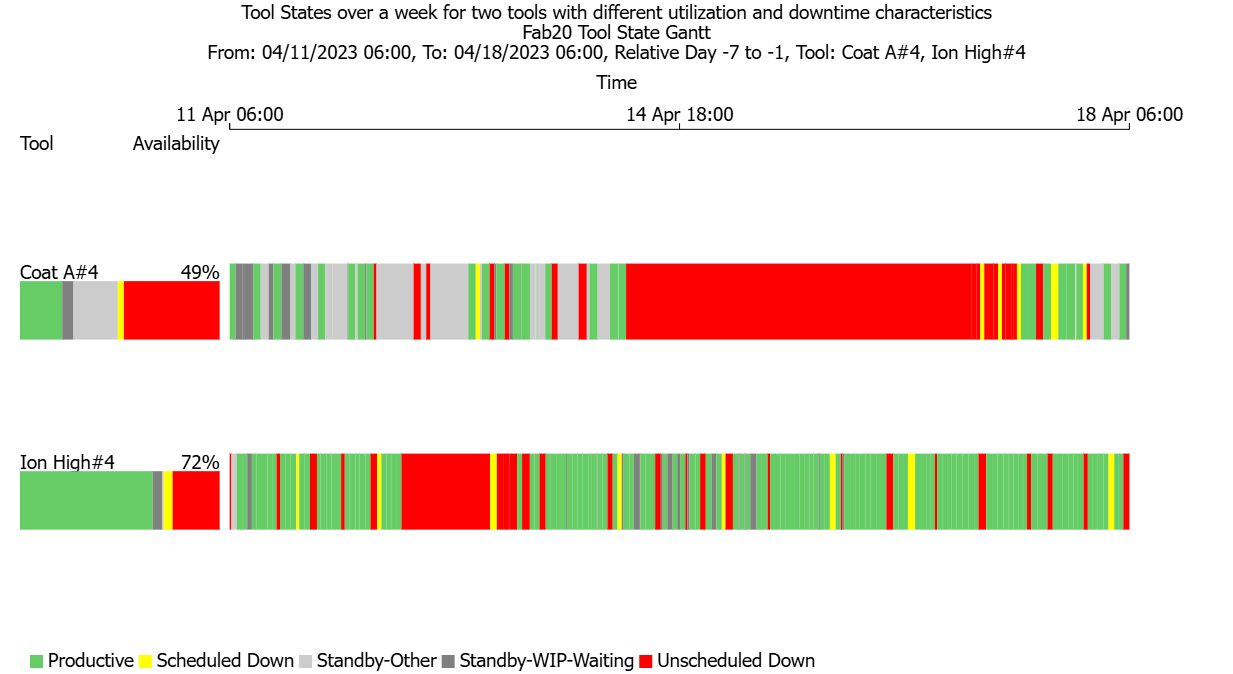
スプレッドシートを使って、各工具の一連の工程時間を調べ、離脱間の時間のCVと実際の工程時間のCVを計算した(これは実際の工程時間であり、有効工程時間ではないことに注意)。 これらの値は、図のようにかなり異なっている。
と2つの異なる工具の一連の工程時間の変動係数(CV)")

私が思うに、各工具の最初の列のCV値は、出発工程/有効工程時間を表しており、特に稼働率の高いイオン注入装置では、システムのばらつきを捉えるという点で、より現実的に見えます。 問題は、稼働率の低いツールで、CVの見積もりが、コート・ツールのアイドル・タイムのインスタンス(上のガント・チャートのグレーのバー)によって膨らんでいる場合にどうするかです。 これについてどなたかアイデアをお持ちですか?
購読者の皆様からの討論問題を掲載する機会をお待ちしております。
ニュースレターのバックナンバーはPDF形式でダウンロードできます。 既にご購読いただいている方は、最新のメールマガジンにアーカイブのリンクがあります。 新規購読者は、登録時にリンクが表示されます。
- 第26巻第3号のメイン記事:ツールのアベイラビリティとはどういう意味か?
- 第26巻第3号のコミュニティ告知ページ



