工具可用性是什么意思?
寻求工具可用性的明确定义,以满足晶圆厂的各种使用情况。
作者:詹妮弗-罗宾逊
在上一期时事通讯中,我们谈到了移动定义,以及不同晶圆厂对移动的不同定义。 工具可用性是 FabTime 报告软件长期以来的一项指标,在不同情况下有不同的定义。 在本文中,我们将回顾四种可能性,并提供清晰的命名和使用案例。
可用性是什么?
SEMI E10 标准指出,可用性是 "设备系统在需要时处于执行预期功能状态的概率"。 我们可以用 "设备处于执行其预期功能状态的时间 "除以某种整体时间来计算这一概率。


分子 "设备处于良好状态的时间 "和分母 "总体时间 "有两种思考方式。 每种方法都符合 SEMI E10 工具的说明,如下所示。 我们需要问


。")
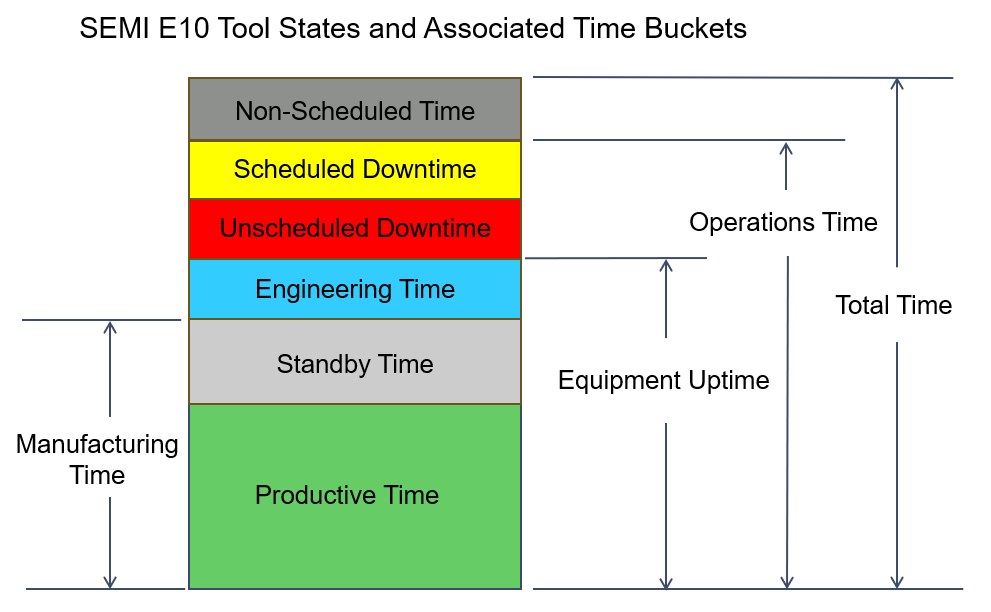
先看分子。 我们所寻求的是设备处于良好状态以在需要时执行其预期功能的时间间隔。 显然,我们希望将生产时间(设备实际执行预期功能的时间)和待机时间(设备在需要时可随时使用的时间)包括在内。
但工程时间呢? 从设备工程师的角度来看,如果制造或流程工程可以使用工具,那么它就是正常运行的。 因此,从这个角度来看,工程时间应计入设备正常运行时间。 另一方面,从制造主管的角度来看,如果工艺工程师正在使用工具进行实验,那么制造部门就无法使用该工具。 如果有一个可用性版本(或类似可用性的版本),重点关注制造企业何时可以使用工具,而不将工程时间计入分子,那将会很有帮助。
现在我们来考虑分母。 可用性的分母显然是总时间。 在总时间中,该工具有多少时间可供我们使用? 但是,我们需要更仔细地考虑非计划时间。 如果我们在停机期间关闭某个工具一个月,将其状态设置为 "非计划时间",会怎么样? 即使使用非计划时间的决定是出于业务原因,我们是否也应该(实际上)因非计划时间而惩罚设备工程师? 还是使用运营时间(除非正常时间外的所有时间)更好?
按照 INFICON 的惯例,我们向客户提出了这些问题。 (感谢度量标准协调团队的成员们!)在接下来的两节中,我们将与大家分享我们从这些讨论中学到的东西。 接下来是我们提出的定义。
客户反馈:在工具可用性指标中,我们应如何处理工程时间?
在与客户的交谈中,我们遇到了两个有关工程时间处理的问题。 第一个问题是何时应将工程时间视为停机时间,第二个问题是何时应将工程时间视为可用时间。 SEMI E10 已经回答了第一个问题。 其次,我们需要两种不同的可用性。
何时应将工程时间视为停机时间? 有些公司对工程时间有不同的理解。 他们会问:如果这个工具没有被用于工程活动,那么它在生产中还能使用吗? 如果不是,那么工程时间就被视为不可用时间的一部分。 但是,如果工具可以使用,那么这段时间就被视为可用时间。 E10 规范明确规定,如果工具无法使用,则这段时间应视为停机时间。 E10 将工程状态定义为(重点是我):
"设备状态是指设备处于可执行其预期功能的条件下,但却为进行工程实验而运行,特别是在工程期间设备系统的使用并不代表正常生产的情况下。 工程包括将设备系统恢复到可执行其预期功能的状态所需的任何活动"。
因此,我们建议将生产无法使用工具的时间视为停机时间,即使工程师以某种方式在工具上工作。 这是对停机子状态的很好利用。 例如,您可以设置一个名为 "停机-工程 "的子状态,将其映射为计划内或计划外停机时间,并在某些报告中将该时间过滤掉。
如果是工程时间(而不是停机时间),那么什么时候应该算作可用时间? 如果该工具本可用于生产,但却被工程师用于实验,那么这段时间应被视为工程时间。 这也包括工程师使用该工具调整配方、进行配方级鉴定的情况。
我们的客户普遍认为,如果该工具本来可以用于生产,那么维护组织希望看到该工具被视为可用工具。 但在这段时间内,生产组织确实无法使用该工具。
我们需要一个包含工程时间的指标,作为可用时间的一部分。 这是工具未停机的时间,生产部门可以利用这段时间运行晶圆。 对于维护工程师来说,这是一个合适的指标,可以根据他们如何将工具保持在适合运行晶圆的状态来评判他们。
但是,我们也需要一种方法来捕捉这样的事实:有时,即使工具没有停机,但由于工程师在使用它做其他事情(实验、配方水平测试等),因此生产部门无法使用它。 这样,我们就可以根据生产组织在工具可用期间的使用情况来衡量他们的能力。
因此,我们得出结论,我们需要一个分子中包含工程设计的可用性版本,以及一个分子中仅包含生产和待机时间的可用性版本。
客户反馈:在可用性指标中,我们应如何处理非计划时间?
传统上,非计划时间用于工厂停工和节假日,适用于工厂的大部分或所有工具。 工具级非计划时间主要用于工具的安装、移动或退役。 但有些工厂,特别是在业务不景气的时期,会将工具置于 "软闲置 "状态。 软(或间歇性)空闲时间是一种非计划状态,在这种状态下,工具除了需要校准才能重新上线外,随时可以使用。 工厂可能会因为另一个工具长期停机而将其从软闲置状态中调出,然后过几天再将其从生产中调出。 有些工厂也会因为临时人员问题或为了节省能源或耗材而使用这种间歇性闲置时间。
有些工厂在某个炉室无法工作,但生产部门不愿意或无法将整个设备停机维修的情况下,会使用炉室级非计划时间。 该腔室被标记为 "非计划",这样维护团队就不会因为没有对其进行维修而受到处罚。 其他工厂则使用类似于 "生产停机 "的状态,这样虽然记录为停机,但维护团队可以看到生产部门要求他们等待维修。
更多的工厂似乎在使用短期的非计划状态来表示工具不可用,但这不是维护团队的问题。 一些工厂从理念上反对这种做法,因为非计划状态可能意味着工具根本不会被修复。 但一般来说,工具处于这种软闲置状态是出于管理/业务原因,与维护团队无关。
由于越来越多地使用非计划时间来反映因财务或运营原因而暂时离线的工具和炉室,这使得更多的工厂开始报告与运营时间(总时间减去非计划时间)相关的可用性。 然而,财务部门通常仍希望看到基于总时间的可用性,以更好地了解工厂的整体效益。 因此,两种衡量方法(分母中包含和不包含非计划时间)都很有帮助。
关于未来可用性定义的提案
通过与客户的讨论,我们得出结论,分子的每种变量(有工程时间和无工程时间)和分母的每种变量(有非计划时间和无非计划时间)都至少有偶尔的需求。 分子的两种选择乘以分母的两种选择为可用性提供了四种可能的定义。
我们将根据上述 SEMI E10 工具状态以及SEMI E79 设备生产率定义和测量规范来定义这四种定义中的每一种,并附上这些定义在 FabTime 和/或 INFICON FPS 产品系列中的使用情况。
- SEMI E79 可用性效率(以前用于 FabTime OEE 图表)= SEMI E10 总正常运行时间 % = 总正常运行时间的 FPS 可用性 = (生产 + 待机 + 工程) / 总时间。 为简单起见并与 E10/E79 保持一致,我们建议将其称为E79 可用性 %。
- E10 运行正常时间 % = FPS 运行正常时间可用性 = (生产 + 待机 + 工程) / 运行时间,其中运行时间 = 总时间 - 非计划时间。 我们建议将其称为 "运行可用性%"。
- FPS 可用制造正常运行时间 (AMU) = E79 制造时间/运行时间 = (生产 + 待机) / 运行时间。 我们建议将其称为 "运行制造率"(Operational Manufacturing %)。
- E79 制造时间/总时间 = FabTime 可用性(制造)=(生产 + 待机)/总时间。 我们建议将其称为E79 制造百分比。 (从技术上讲,E79 并没有将其定义为一个百分比,但 E79 和 E10 将 "生产 + 待机 "明确定义为 "制造时间",我们认为基于总时间的百分比与其他 E10/E79 计算方法一致)。
下表由我的指标团队共同负责人保罗-坎贝尔(Paul Campbell)编制,使这些定义更加清晰。 请注意每一行(基于分母)和每一列(基于分子)内命名的对称性。

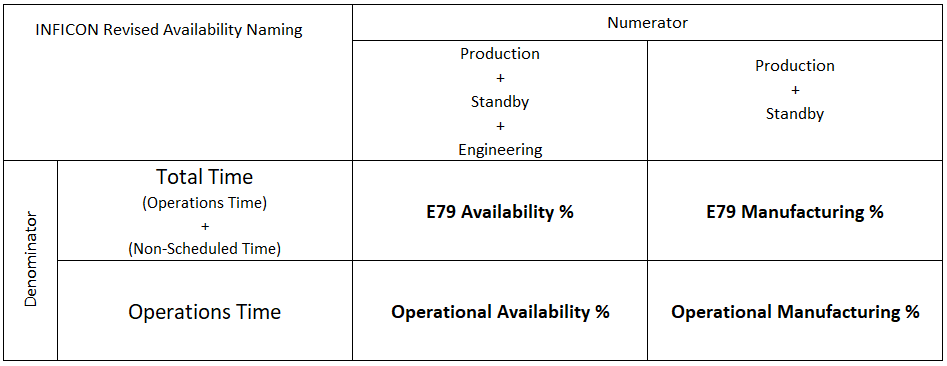
在此框架下,配方级资格应作为工程时间包含在左侧栏(可用性百分比)的分子中,但不会包含在右侧栏(制造百分比)的分子中。 因此,"制造 %"代表工具在生产中的时间(无论是运行晶圆还是处于待机状态),而 "可用性 %"包括工具因工程师使用而无法用于生产的时间。
同样,上面一行基于总时间,下面一行基于运行时间,不包括非计划时间。
维护团队可能更倾向于使用运行可用性百分比。 制造团队更倾向于使用 "运行制造率",但可能会考虑使用 "E79 制造率",以更好地了解重新启用工具的机会。 同时,E79 可用性百分比仍然是四项指标中与提高整体设备效率最相关的一项。
例如,请看下面氮化 Deh 工具的工具状态趋势图。 (此示例来自我们的FabTime演示服务器,经过调整后增加了非计划时间)。 该工具有大量的间歇性工程时间。 此外,还有一次持续 48 小时的非计划时间,横跨三天。

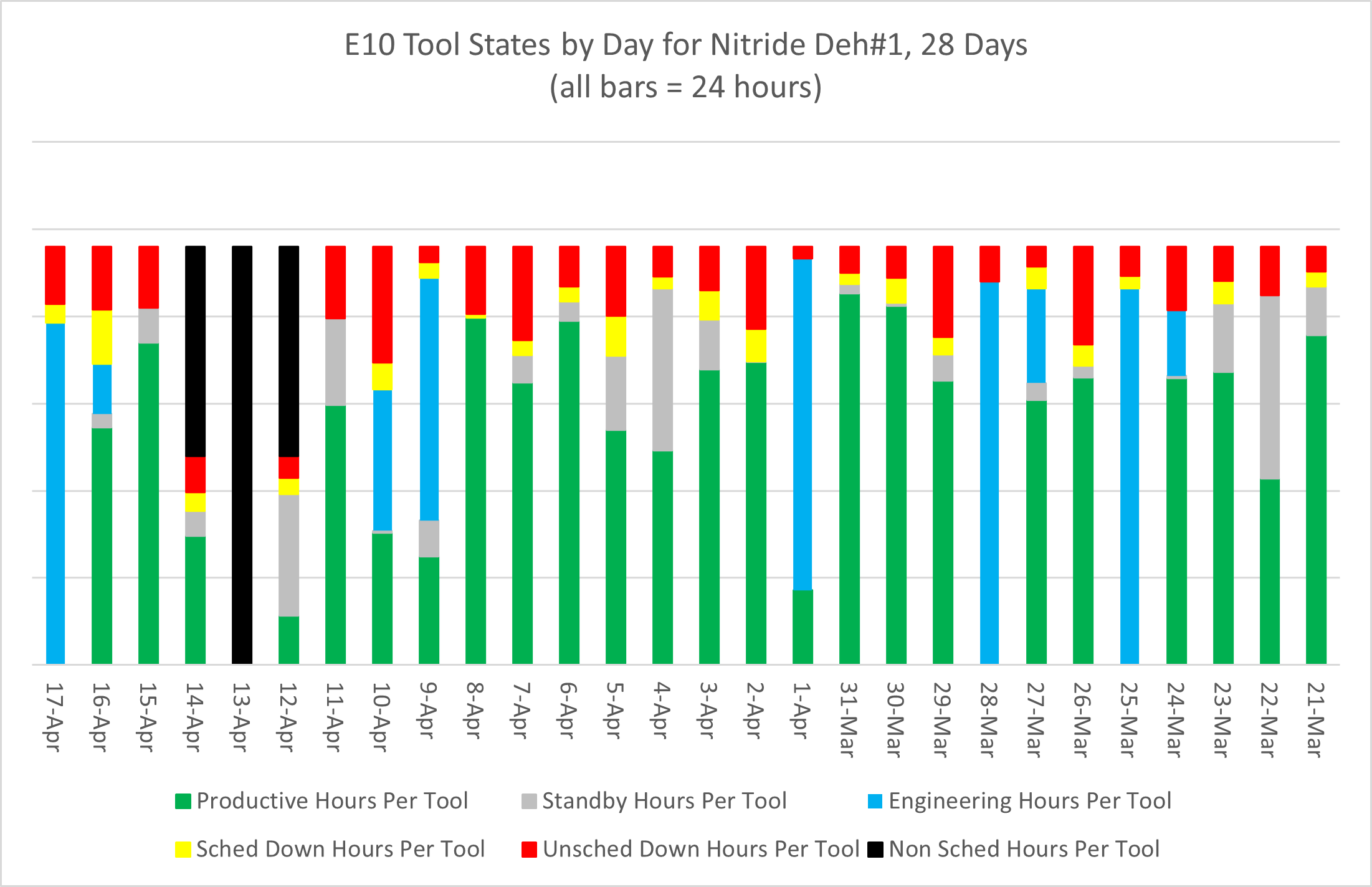
该工具的四种不同可用性计算方法如下。 (详情见电子表格,可向我们索取)。


在工程时间和非计划时间都存在的情况下,运行可用性百分比总是四个值中最大的,而 E79 制造百分比总是最小的。 这是因为前者的分子中包括工程时间,但分母中不包括非计划时间,反之亦然。 另外两个数值会因工程时间与非计划时间的多少而不同。 如果没有工程时间或非计划时间,那么所有四个值都将相同。
计算CV时应选择哪一种?
正如本期通讯之前所讨论的那样(见第 18.04 期: 测量可用性的变化和第 25.04 期: 除了努力提高平均可用性外,工厂还应努力将可用性变异性降至最低。 一种方法是测量特定工具或工具组可用性观测值的变异系数 (CV),其中 CV = 标准偏差/平均值。 如果我们对四种可用性定义中的每一种都这样做,那么就有四种可用性 CV 值:
- E79 可用性百分比 CV
- 运行可用性 CV %
- 运行制造率 CV
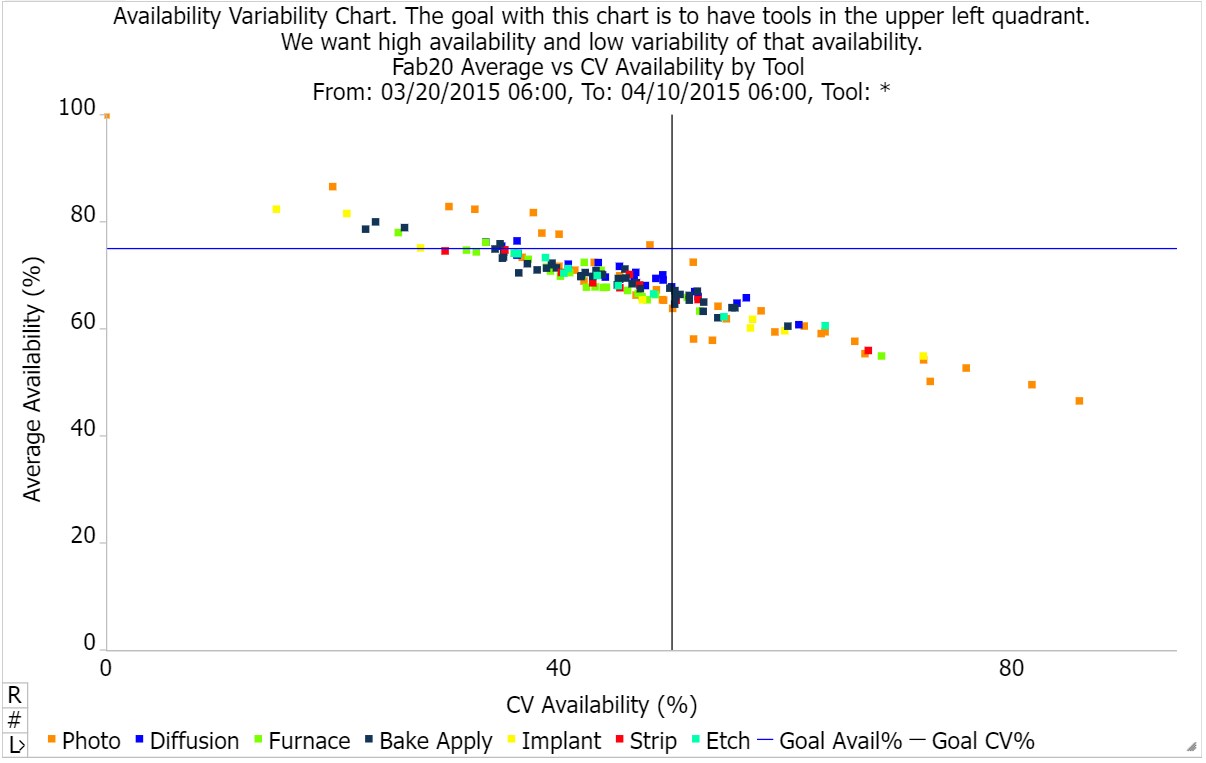
- E79 生产率 CV %(这是目前 FabTime 中可用性平均值与 CV 值对比图表中使用的值。 下图是该图表的示例)。

继续前面的氮化 Deh#1 例子,每个可用性计算有 28 个观测值。 可用性值的标准偏差和平均值已添加到下一页的表格中。 从这个例子中可以清楚地看出,可用性百分比值(左侧两列,分子中包括工程时间)的变化小于制造百分比值(右侧两列,只包括工具可用于制造的时间)的变化。 这是有道理的。 观察上面的工具状态趋势图,我们会发现计划内停机时间和计划外停机时间的总和每天变化不大。

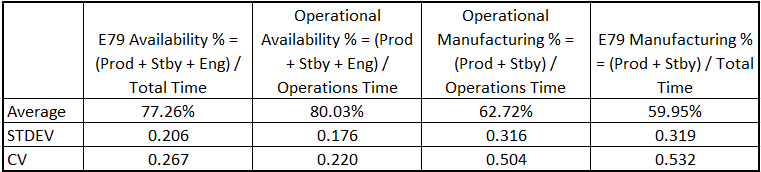
间歇性的工程时间会给制造工具的可用时间带来相当大的变化。 我们发现,非计划时间对时间变化的影响较小,因为它根本不会影响总时间。 平均而言,本例中的非计划时间对运行时间的影响较小(672 小时中的 48 小时 = 7.1%)。 在非计划时间更频繁、时间更短的情况下,我们预计对 CV 值的影响会更大。 不过,这种使用非计划时间的情况似乎不太可能发生。
在四种可能的选择中,INFICON 建议使用运行可用性 CV。 我们希望使用可用性 CV 作为衡量标准,以鼓励维护团队保持工具的持续可用性。 运行可用性百分比的分子为"(生产 + 待机 + 工程)",反映了维护组织在使工具满足生产和工程需求方面取得的成功。 在分母中使用运行时间,反映了将工具置于临时非计划状态的决策通常不是由维护团队做出的。 因此,他们不应该因为这些决策产生的变化而受到惩罚。 我们计划在报告产品中提供所有四个版本的可用性/制造时间 CV。
结论
工具可用性是工厂员工每天都要关注的问题。 但是,与大多数与工厂相关的事情一样,当我们深入研究可用性的定义时,我们会发现其中隐藏的复杂性。 在与客户讨论可用性问题后,我们发现在计算可用性时需要两个不同版本的分子和两个不同版本的分母。 分子的变化取决于工具处于运行状态但被工程人员使用的时间(执行实验或配方级鉴定)是否算作可用时间。 分母的变化取决于我们使用的是总时间还是操作时间(不包括非计划时间)。 分子和分母的这两个版本产生了四种定义,每种定义都可能适用于不同的需求。
我们打算在我们的产品中提供所有四种定义,因为我们相信,运营晶圆厂的人员应该能够使用他们所选择的指标。 通过计算所有四个版本并明确定义,我们将减少在比较不同晶圆厂(或晶圆厂内不同工具集)可用性性能时出现的混淆。 我们还将计算并显示每个可用性指标的相应变异系数。 在此,我们会就哪个可用性 CV 值最有可能帮助维护团队降低变异性提出建议。
致谢
非常感谢我们内部和客户衡量标准协调团队的成员,特别是我的衡量标准团队共同负责人保罗-坎贝尔(Paul Campbell)。 还要感谢开发 E10 和 E79 的 SEMI 团队,他们在我们讨论工具状态时发挥了宝贵的作用。
进一步阅读
订阅者可以下载 PDF 格式的往期通讯。 现有订阅者可在最新的电子通讯中找到存档链接。 新用户注册后即可看到该链接。



